Bij kunststof spuitgieten zijn de juiste ontwerpkeuzes cruciaal voor een hoogwaardig eindproduct zonder visuele gebreken. Sink marks, kromtrekken en zichtbare lasnaden ontstaan vaak door verkeerde wanddiktes, scherpe overgangen of onjuiste koelstrategieën. Door vanaf het begin rekening te houden met specifieke toleranties en ontwerpprincipes voorkom je kostbare aanpassingen achteraf. Specialisten in kunststof spuitgieten hanteren daarom strikte richtlijnen tijdens het ontwerpproces.
Welke wanddiktes en overgangen minimaliseren het risico op sink marks?
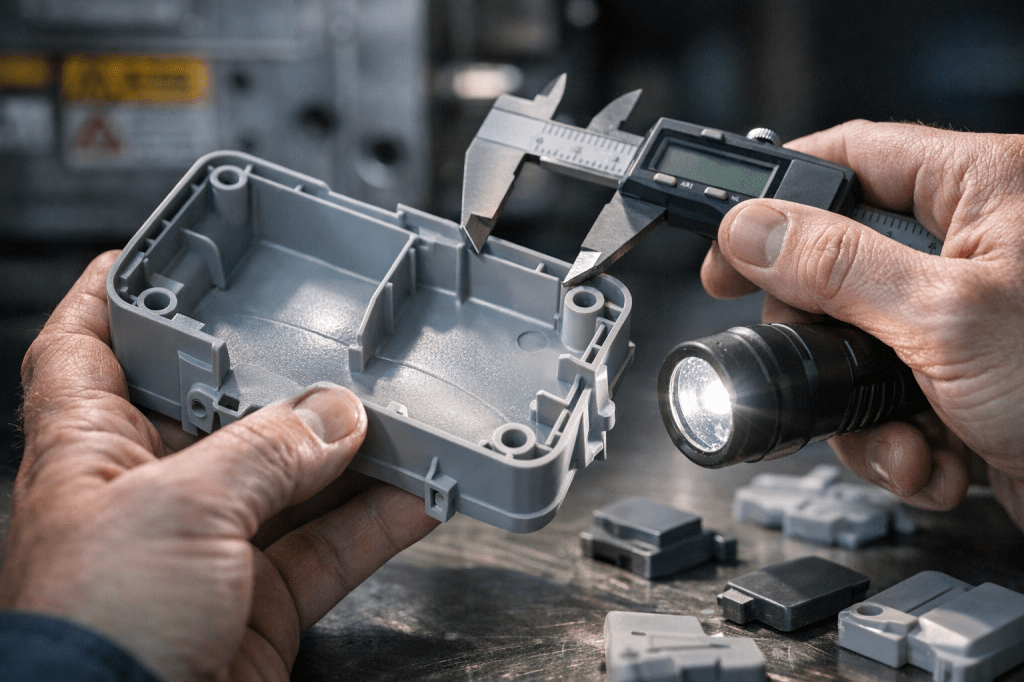
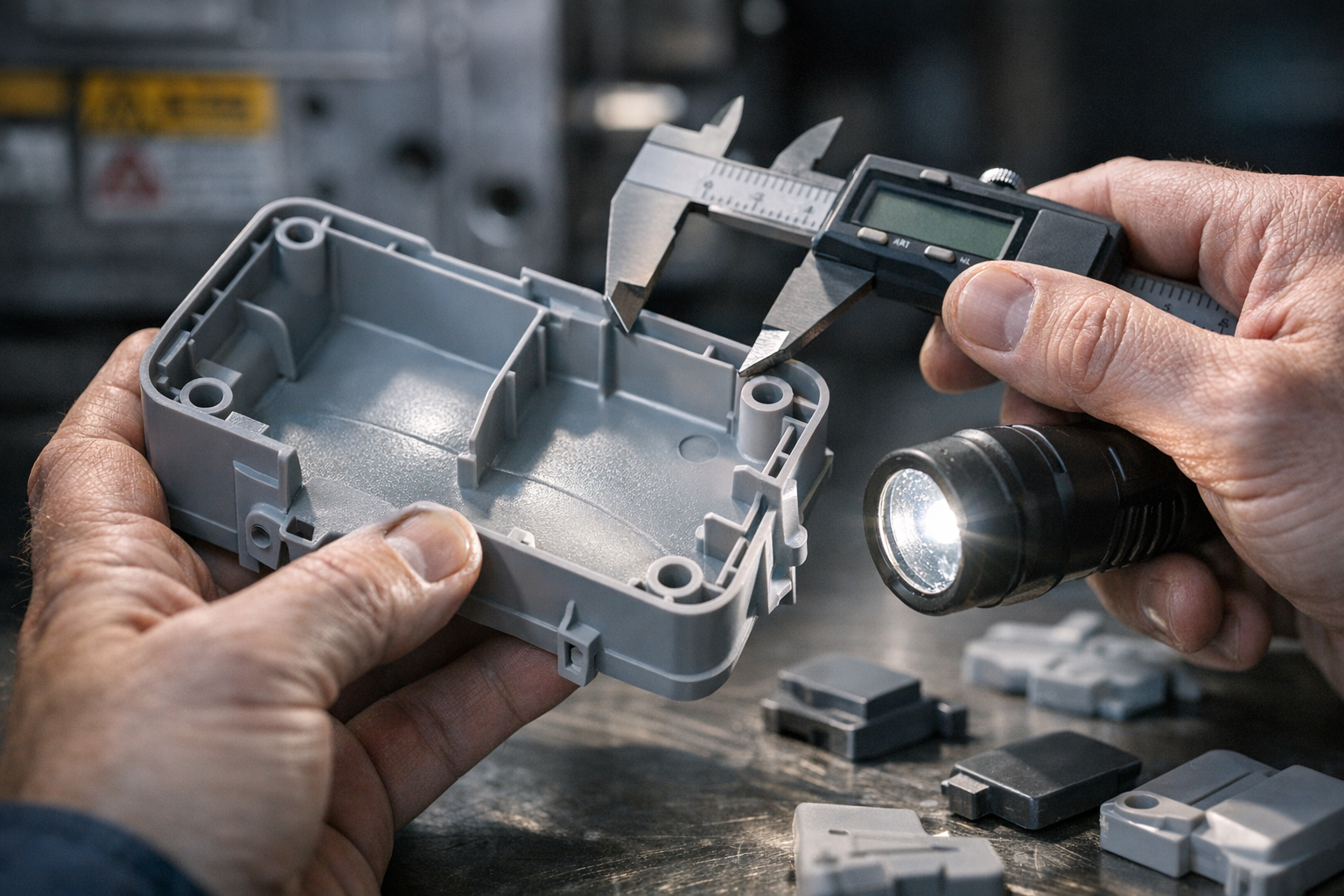
De juiste wanddikte is essentieel om sink marks bij spuitgieten te voorkomen. Houd een uniforme wanddikte aan tussen 1 en 4 millimeter, afhankelijk van het gekozen kunststoftype. Bij overgangen tussen verschillende secties is geleidelijkheid het sleutelwoord: ribben mogen maximaal 60% van de hoofdwanddikte bedragen om spanningsverschillen te minimaliseren. Waar dikke secties onvermijdelijk zijn, bieden kernuitsparingen uitkomst door materiaalophoping tegen te gaan. Deze ophopingen zorgen namelijk voor ongelijkmatige koeling, wat resulteert in die ongewenste inzakkingen aan het oppervlak. Met deze ontwerpprincipes bereik je een consistente krimp en een vlekkeloos eindresultaat.
Hoe voorkom je kromtrekken door slimme positionering van aanspuitpunten?
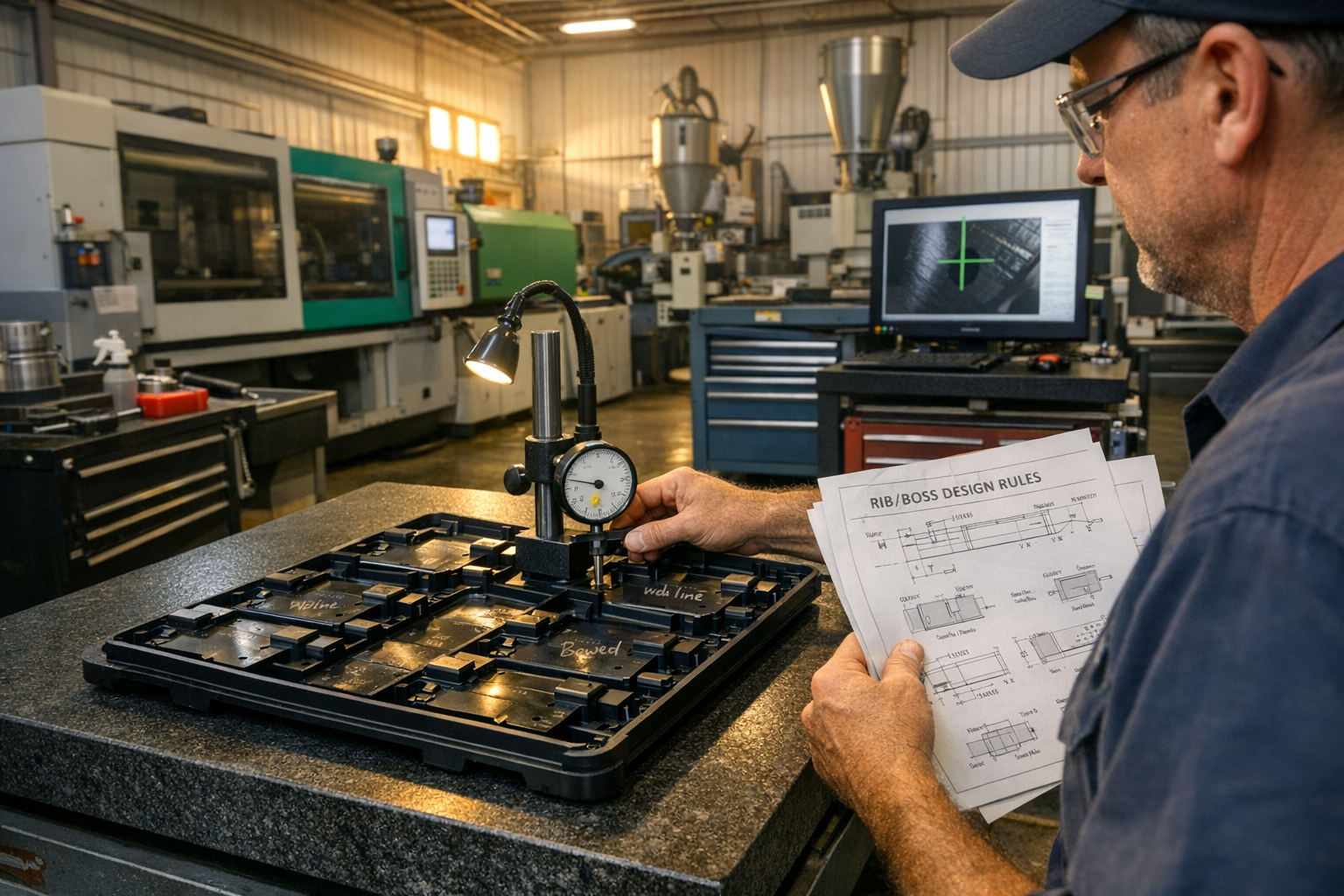
De positionering van aanspuitpunten speelt een beslissende rol bij het voorkomen van kromtrekken in spuitgietproducten. Door te kiezen voor een centrale aanspuiting zorg je voor een symmetrische vulling van de matrijsholte, waardoor het materiaal gelijkmatig afkoelt en interne spanningen worden geminimaliseerd. Bij complexere geometrieën is het verstandig om meerdere aanspuitpunten te overwegen, zodat de smelt overal tijdig aankomt zonder te vroeg af te koelen. Let daarbij ook op de lasnaden die ontstaan waar vloeistromen samenkomen: plan deze strategisch op minder zichtbare delen van het product om het uiterlijk niet te compromitteren.



Plaats een reactie